
























Copyright © 2011-2019 冷拔机,校直机,冷拔拉管机-无锡市鹅湖校直机厂 All Rights Reserved
地址:无锡市锡山区鹅湖镇鹅湖南路 邮箱:13706188201@163.com
联系人:沈解元 手机:13706188201 电话:0510-88741138 传真:0510-88740138
网址:www.wuxiehu.com
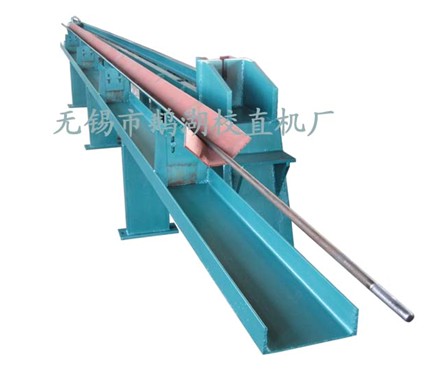
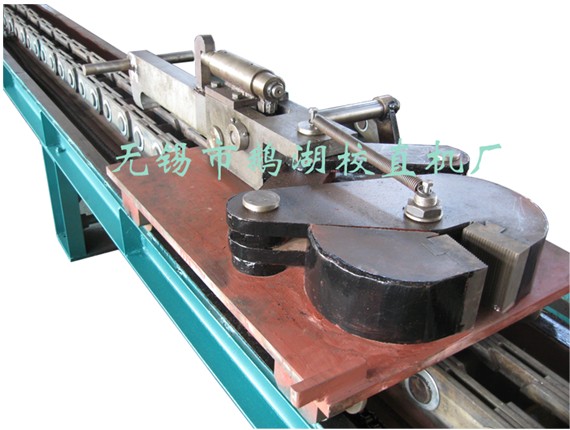
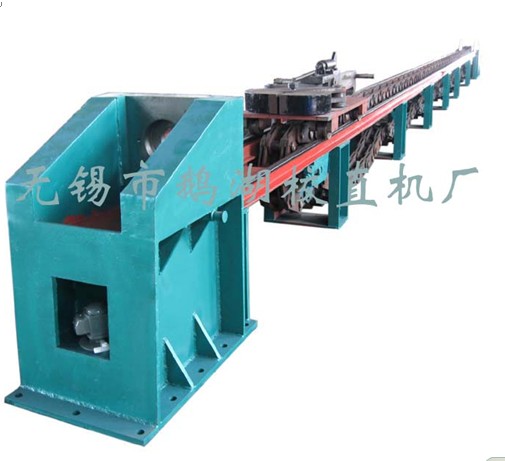
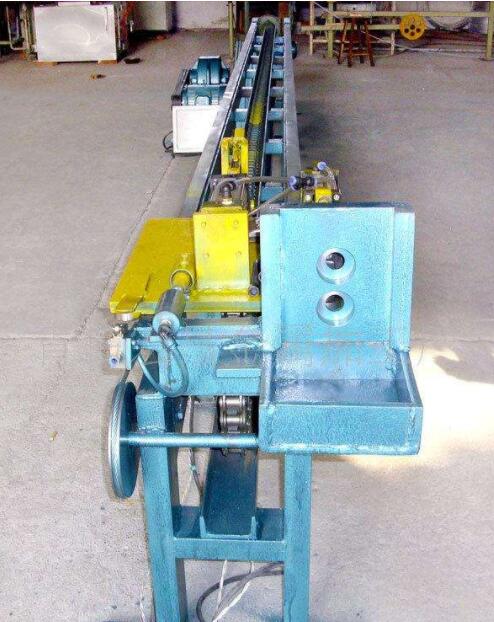
无锡市鹅湖校直机厂(原国营无锡县校直机厂)始建于上世纪八十年代,迄今已有20多年的历史,本厂专业生产各种校直机系列、冷拔机系列、轧尖机系列、拉丝机系列及其配套辅助设备!网站地图 关注我们:

